Submerged Arc Welding (SAW) is an automated or semi-automated welding process in which an electric arc is formed between a continuously fed electrode and the workpiece. The process is conducted under a blanket of granular flux, which prevents contamination, minimizes spatter, and ensures a high-quality weld.
Parts of Submerged Arc Welding System
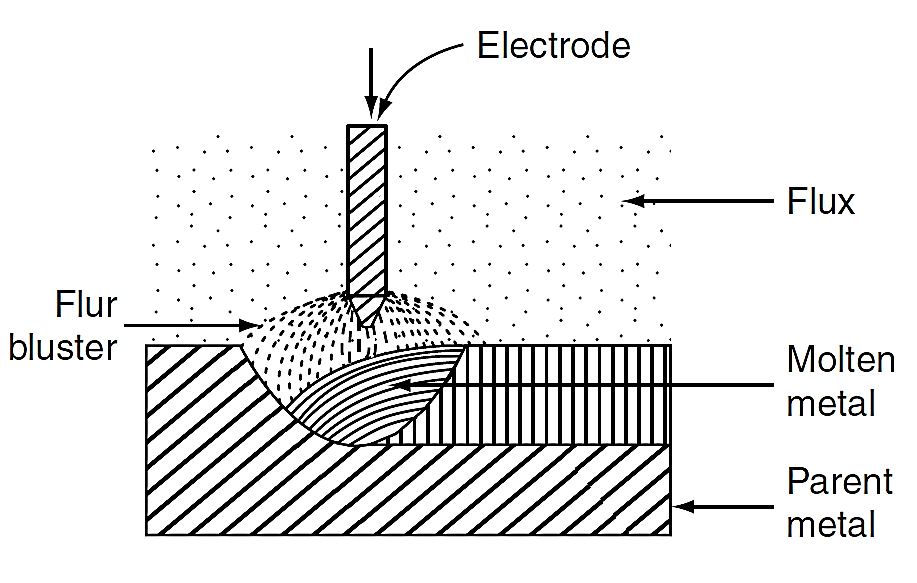
- Electrode: A consumable wire, usually made of copper-coated steel or other alloys.
- Flux: A granular material that shields the arc and molten weld pool from atmospheric contamination.
- Power Supply: Provides the required current and voltage for arc formation.
- Welding Head: Holds the electrode and directs the flux onto the work area.
- Workpiece (Parent Metal): The metal that is being welded.
- Flux Recovery System: Collects and recycles unused flux for efficiency.
- Welding Torch/Nozzle: Guides the electrode and flux over the weld zone.
- Molten Metal Pool: The zone where the base material and electrode fuse under high temperatures to form a weld joint.
Steps in the of Submerged Arc Welding Process
- Preparation of the Workpiece: The workpieces (parent metals) are cleaned to remove any rust, oil, dirt, or impurities that might affect the weld quality. The edges of the metal are beveled or prepared as required by the joint configuration.
- Electrode Feeding: A continuously fed consumable electrode (wire) is used, which melts during the welding process to join the materials.
- Flux Application: A layer of granular flux is applied over the weld zone before or during the welding process. The flux serves to protect the weld pool from atmospheric contamination, stabilize the arc, and provide additional alloying elements if necessary.
- Arc Generation: An electric arc is struck between the tip of the electrode and the workpiece. The arc’s heat melts the electrode and the parent metal, forming a molten weld pool.
- Formation of Weld: The molten weld pool is shielded by the flux, which melts and forms a slag. The slag floats on top of the weld pool, protecting it from oxidation and contamination. The molten metal solidifies to form a strong and defect-free weld.
- Slag Removal: After the weld cools and solidifies, the slag layer is chipped or brushed off to reveal the finished weld.
- Flux Recovery: Unused flux is collected, sieved, and recycled for subsequent welding operations, improving process efficiency.
Types of Submerged Arc Welding (SAW)
| Type | Description | Applications |
|---|---|---|
| Single-Wire SAW | Uses a single electrode for welding. | General-purpose welding, pipelines, and tanks. |
| Twin-Wire SAW | Uses two electrodes fed simultaneously for higher deposition rates. | Shipbuilding, large structures, and thick plates. |
| Multi-Wire SAW | Uses multiple electrodes (more than two) for extremely high deposition rates. | Heavy-duty applications like railways and bridges. |
| Parallel-Wire SAW | Electrodes are fed parallel to each other to weld wider joints. | Large steel plates, tanks, and vessels. |
| Electrogas SAW | Combines shielding gas with flux for additional protection. | Welding in confined spaces and large tanks. |
| Narrow-Gap SAW | Specially designed for narrow weld grooves to save material and energy. | Power plants, boilers, and pressure vessels. |
| Strip Cladding SAW | Uses a wide strip electrode for surfacing or cladding applications. | Overlaying corrosion-resistant materials. |
Advantages of Submerged Arc Welding
- High Deposition Rate: Rapid welding with significant metal deposition.
- Minimal Spatter: The flux blanket prevents spatter and ensures a clean weld.
- Consistent Weld Quality: Automated process reduces operator error.
- Deep Penetration: Suitable for thick sections.
- Protection from Contamination: Flux shields the weld pool effectively.
- Efficient Flux Use: Unused flux can be recovered and reused.
Disadvantages of Submerged Arc Welding
- Limited to Flat/Horizontal Welds: Not suitable for vertical or overhead positions.
- High Initial Setup Cost: Requires specialized equipment.
- Non-Visible Arc: Operator cannot see the weld pool directly.
- Limited Materials: Works best on ferrous materials; not ideal for thin sections.
- Slag Removal: Requires additional steps to remove solidified slag.
Applications of Submerged Arc Welding
- Pipe and Tank Welding: Used in pressure vessels and storage tanks.
- Shipbuilding: For welding large plates in ship hulls.
- Structural Steel: Joining beams, girders, and other heavy structures.
- Automotive Industry: Manufacturing components like axles and frames.
- Railway Industry: Welding rails and other components.
- Heavy Equipment Manufacturing: Welding thick materials in machinery and equipment.