Spot welding is a type of resistance welding process primarily used to join two or more metal sheets by applying pressure and heat generated by an electric current. It is commonly used in the automotive, aerospace, and manufacturing industries for creating strong, reliable joints.
Parts of Spot Welding Setup
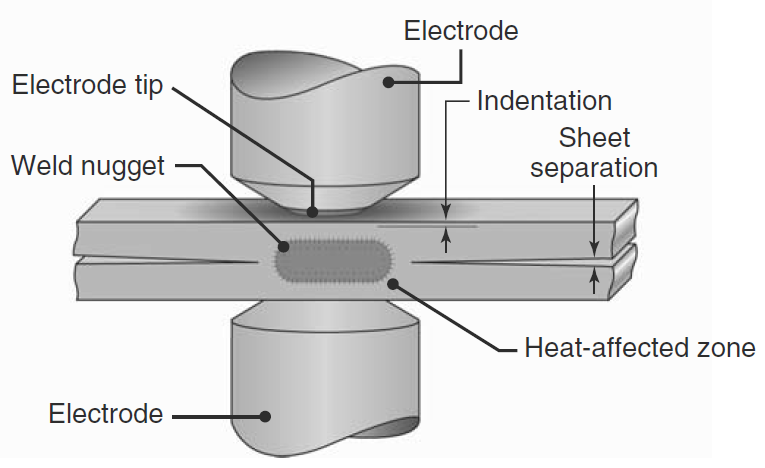
- Electrodes: Made of copper or copper alloys for excellent electrical and thermal conductivity. Responsible for applying pressure and conducting the electric current to the workpiece.
- Electrode Tip: The point of contact with the metal sheets; critical for focusing the current and pressure to a specific area.
- Weld Nugget: The localized molten and solidified metal formed by the welding process, ensuring a strong bond between the sheets.
- Heat-Affected Zone (HAZ): The area around the weld nugget that experiences a temperature rise, altering its microstructure.
- Indentation: The slight deformation on the surface of the sheets due to the applied pressure by the electrodes.
- Sheet Separation: The gap between the sheets outside the welded area, which remains unaffected by the welding process.
Process of Spot Welding
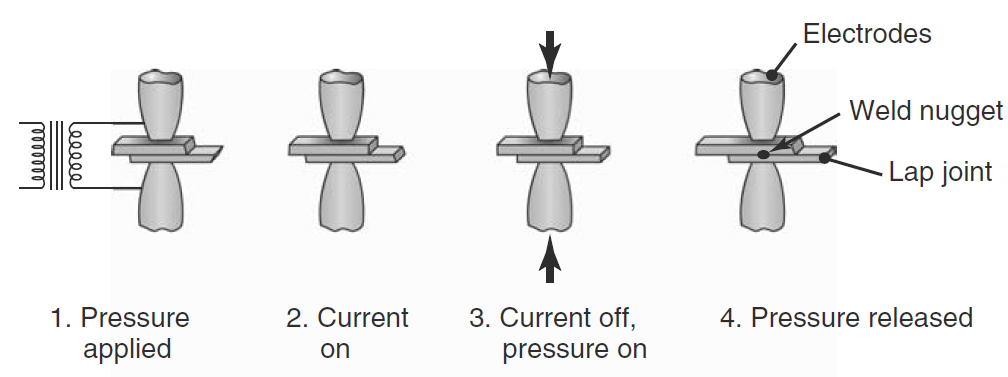
- Pressure Applied: The metal sheets are placed between two copper electrodes. Pressure is applied using the electrodes to hold the metal sheets tightly in place.
- Current On: A high-intensity electric current passes through the electrodes and the metal sheets. Due to the resistance at the contact points between the sheets, heat is generated locally, causing the metal to melt and form a molten weld pool.
- Current Off, Pressure On: The electric current is stopped, but the pressure remains applied to allow the molten metal to solidify and form a strong weld nugget.
- Pressure Released: Once the weld has solidified, the pressure is released, and the welded joint is complete. The result is a small, circular weld, often referred to as a “spot weld.”
Working Principle of Spot Welding
Spot welding works on the principle of Joule’s Law, which states that heat generated in a conductor is proportional to the square of the current (I2) , the resistance (R), and the time (t) for which the current is applied.
Electrical circuit of Spot Welding
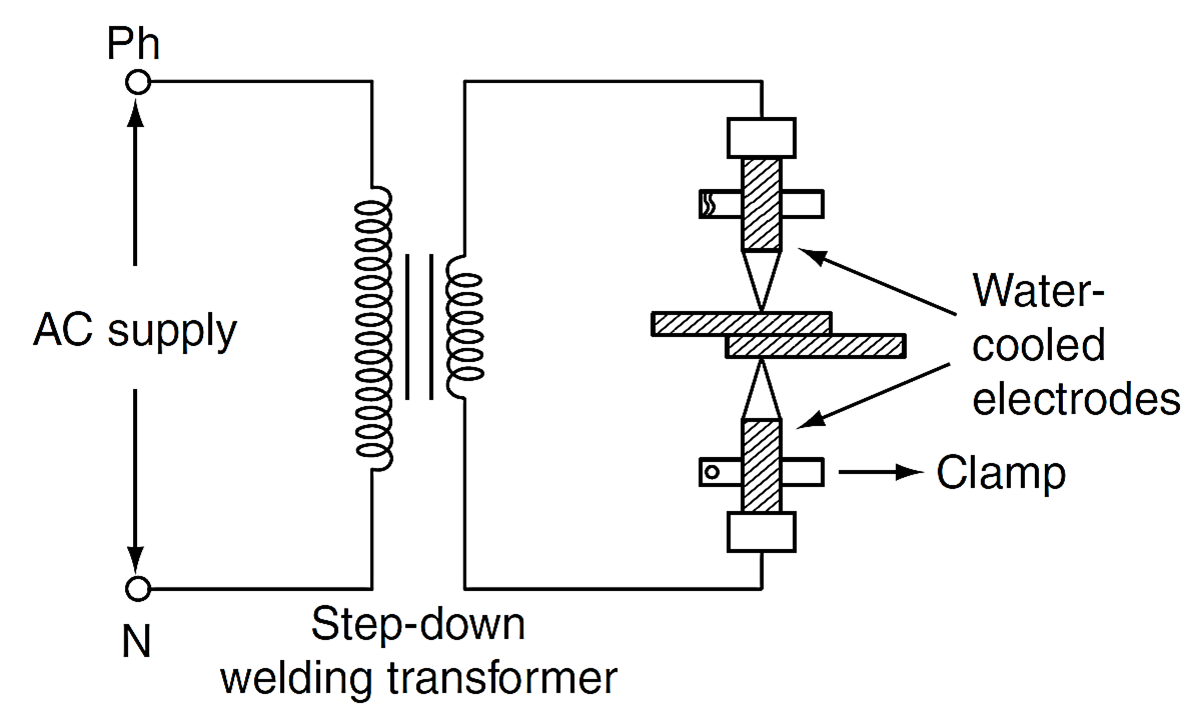
Figure 1: Spot welding.
The figure 1 illustrates the essential parts of a spot welding setup, which play critical roles in the welding process. Here’s an explanation of the key parts:
- AC Supply: Provides the electrical energy required for the welding process. It supplies alternating current (AC), which is transformed to a low-voltage, high-current output suitable for welding.
- Step-Down Welding Transformer: It reduces the high voltage from the AC supply to a low voltage. It converts electrical energy into a high-current output, which is essential for generating the heat needed for welding. It ensures that the current is concentrated at the welding spot for effective localized heating.
- Water-Cooled Electrodes: The electrodes are made of copper (or copper alloys) for excellent electrical and thermal conductivity. They clamp the metal sheets, conduct the welding current, and apply pressure. The electrodes are water-cooled to prevent overheating due to the high current and localized heat generated during the welding process and cooling also increases the lifespan of the electrodes.
- Clamp: Holds the workpieces (metal sheets) in place during the welding process. It ensures proper alignment and consistent pressure, which is critical for forming a strong weld joint.
- Workpieces: These are the metal sheets or materials being welded together. Typically, the workpieces are thin sheets of steel, stainless steel, or other conductive metals.
- Welding Joint Area: This is the localized spot where the heat generated by resistance melts the material to form the weld. The joint area solidifies under pressure after the current is stopped, resulting in a durable weld.
How These Parts Work Together
- Electricity Flow: The AC supply delivers power to the step-down transformer, which provides low voltage and high current.
- Pressure and Current: The electrodes clamp the workpieces together and allow high current to flow through the joint area.
- Heat Generation: Due to electrical resistance at the interface, the heat generated melts the materials.
- Cooling: Water-cooling in the electrodes prevents overheating and ensures the system’s efficiency.
This setup ensures a precise and efficient spot welding process, which is widely used in industries such as automotive and electronics for joining thin sheets of metal.
Steps of Spot Welding
- Positioning: The workpieces (usually thin sheets) are positioned between the water-cooled copper electrodes.
- Clamping: The electrodes press the workpieces together with sufficient force to ensure proper contact.
- Current Application: A high current (up to thousands of amperes) is passed through the electrodes for a very short time (milliseconds). The resistance at the contact points generates intense heat, causing localized melting at the interface.
- Solidification: The current is turned off, and the molten metal solidifies under the applied pressure, forming a strong weld joint.
Advantages of Spot Welding
- Efficiency: Fast welding process suitable for mass production.
- Cost-Effective: No filler material or shielding gases required.
- High Strength: Provides reliable and robust joints for overlapping sheets.
- Minimal Material Distortion: Localized heating reduces deformation in the base material.
- Automation Compatibility: Easily integrated into automated systems for repetitive tasks.
Disadvantages of Spot Welding
- Limited to Thin Materials: Spot welding is suitable primarily for thin sheets (usually up to 3 mm thick) and may not work effectively for thicker materials.
- Low Aesthetic Finish: The welds may leave visible indentations or marks on the surface, which might require further processing for improved appearance.
- Limited Joint Design: It can only create lap joints, which may not be suitable for all applications.
- Weakness in Overloaded Joints: Spot welds may not be as strong as other welding methods, particularly under dynamic or tensile loads.
- Requires Access to Both Sides: The electrodes must access both sides of the material, limiting its application to parts with open access.
- Risk of Expulsion: Excessive current or improper pressure can cause metal expulsion (splashing), leading to weld defects and safety hazards.
- Heat-Affected Zone (HAZ): The surrounding material near the weld nugget may experience changes in microstructure, leading to brittleness or reduced strength.
- Equipment Cost and Maintenance: The spot welding machine and its components, such as copper electrodes, can be expensive and require regular maintenance.
- Difficult to Weld Certain Materials: Materials with poor electrical conductivity (e.g., some stainless steels) or coatings (e.g., zinc-coated metals) can be challenging to weld effectively.
- Limited to Specific Material Combinations: Spot welding works best with similar metals. Dissimilar metal combinations can lead to poor-quality welds due to differences in melting points and electrical conductivity.
- Inconsistent Weld Quality: If not properly controlled, factors like electrode wear, pressure, and current can lead to inconsistent weld strength.
Applications of Spot Welding
- Automotive Industry: Used for assembling car bodies, frames, and panels.
- Aerospace: Joining lightweight metals like aluminum in aircraft structures.
- Electrical Appliances: Manufacturing of metal enclosures and components in devices like washing machines and refrigerators.
- Metal Furniture: Joining sheet metal parts in furniture and storage cabinets.
- Battery Manufacturing: Spot welding nickel and lithium strips for battery packs.
- Construction: Fabricating structural components from sheet metals.