Resistance Welding is a welding process in which heat is generated by the resistance of the workpieces to the flow of electrical current. The process involves applying pressure and passing an electric current through the joint to fuse the materials together. It does not require filler materials or flux.
What is Resistance Welding
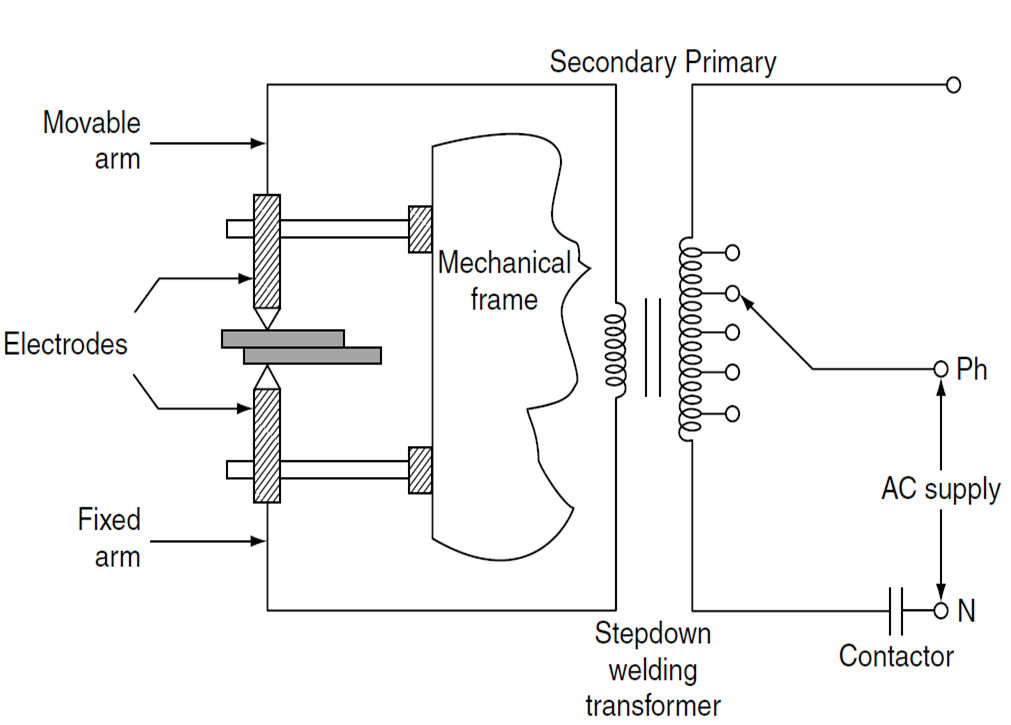
Figure 1: Electric circuit for resistance welding.
Resistance welding is a process of joining metals by applying pressure and passing electric current through the metal parts to be joined. The heat generated by electrical resistance melts the metal at the interface, creating a strong bond.
Parts of Resistance Welding
Based on the figure 1 provided, the parts of a resistance welding system are:
- Movable Arm: The upper arm that holds one of the electrodes and applies pressure during welding. It can move to accommodate the workpiece.
- Fixed Arm: The lower arm that remains stationary and holds the opposing electrode.
- Electrodes: Conduct electrical current and apply pressure on the workpiece. It positioned on the movable and fixed arms to generate localized heat for welding.
- Workpiece: The metal sheets or components placed between the electrodes for joining.
- Mechanical Frame: Provides structural support for the arms, electrodes, and other components.
- Step-Down Welding Transformer: Converts high-voltage, low-current input to low-voltage, high-current output, essential for generating heat at the joint.
- Primary Winding: Part of the transformer that connects to the AC supply.
- Secondary Winding: Outputs high current to the electrodes for the welding process.
- Contactor: An electrical switch used to control the supply of current to the transformer.
- AC Supply: Provides the power needed for the welding process.
Working Principle of Resistance Welding
Resistance welding works by utilizing the heat generated due to the electrical resistance of the material to the flow of current. The process involves applying pressure and passing a high current through the workpieces, causing localized heating at the interface, which leads to the fusion of the materials.
Working Steps of Resistance Welding
- Preparation: The workpieces to be joined are cleaned to remove any dirt, oil, or oxide layers that might affect the electrical contact.
- Clamping: The movable electrode presses the workpieces against the fixed electrode. This pressure ensures proper contact and prevents molten metal from escaping during welding.
- Application of Current: A low-voltage, high-current is passed through the electrodes and the workpieces. Due to the resistance of the workpieces at the interface, heat is generated according to Joule’s Law:
\[ Q = I^2 R t \]
where,
-
-
- : Heat generated
- : Current
- : Electrical resistance at the joint
- : Time for which the current flows
-
- Welding Process: The heat generated at the joint melts the material at the interface. The pressure applied by the electrodes ensures the molten material remains confined and facilitates the formation of a strong joint.
- Cooling and Solidification: The current is stopped, and the molten metal at the joint solidifies under the applied pressure, forming a weld. The electrodes are released once the weld is cooled sufficiently.
These components work together to create heat through electrical resistance and pressure, fusing the workpieces.
Types of Resistance Welding
| Type | Description | Applications |
|---|---|---|
| Spot Welding | Uses pointed electrodes to weld small areas. Commonly used for joining thin sheets of metal. | Automobile body panels, appliance manufacturing. |
| Seam Welding | Continuous weld made by rotating wheel electrodes, creating a leak-proof joint. | Fuel tanks, drums, and pipes. |
| Projection Welding | Utilizes projections on the workpiece to focus heat at specific points for welding. | Fasteners like nuts, bolts, and studs. |
| Flash Welding | Heats the metal by creating an arc and applies pressure to join the parts. | Railroad tracks, frames, and structural components. |
| Upset Welding | Heats the entire interface and applies pressure to weld larger surfaces. | Wires, rods, and pipes. |
| Butt Welding | Joins two ends of metal by applying heat and pressure directly at the interface. | Joining wires, cables, and rods. |
Advantages of Resistance Welding
- Efficiency: The process is fast and requires minimal setup time.
- No Consumables: Does not use filler materials or flux, reducing costs.
- Clean Process: Produces minimal fumes and spatter, making it environmentally friendly.
- Automation-Friendly: Can be easily automated for mass production.
- Strong Joints: Creates joints with high strength and durability.
- Localized Heating: Heat is confined to the weld area, minimizing distortion.
Disadvantages of Resistance Welding
- High Initial Cost: Requires specialized equipment like welding transformers and precise controls.
- Limited Material Compatibility: Not suitable for all types of metals, especially non-conductive materials.
- Thickness Limitations: Best for thinner sheets; difficulty welding thick materials.
- Equipment Maintenance: Electrodes and other components may wear out and require regular replacement.
- Skilled Operation: Requires trained operators to ensure proper settings and quality welds.
Applications of Resistance Welding
- Automotive Industry: Spot welding for car body panels.
- Aerospace: Joining lightweight metal components.
- Electronics: Assembly of battery packs and electrical connections.
- Metal Fabrication: Joining sheets and tubes in HVAC systems.
- Railway Industry: Manufacturing of railcars and tracks.
- Consumer Goods: Producing appliances like washing machines and refrigerators.
Resistance welding is widely used in industries requiring high production rates and reliable joints.
Key Parameters of Resistance Welding
- Current: High current (1,000 to 100,000 amps) ensures sufficient heat generation.
- Time: Controlled precisely to prevent overheating or incomplete fusion.
- Pressure: Ensures proper contact between the workpieces and confines the molten material.
Conclusion
Resistance welding creates a strong bond between metals by combining heat from electrical resistance and pressure. The process is fast, clean, and efficient, making it suitable for various industrial applications like automotive, electronics, and manufacturing.